资源共享
课程章节-项目十:子程序
|
学习目标: |
一、子程序
1、概念:
子程序指的是能被其它程序调用,在实现某种功能后能自动返回到调用
程序中的程序。作为子程序必须具备三个条件,一是能被其它程序调用。调
用它的程序可以是主程序也可以是其它的子程序;二是能重复实现某种功能。通
常是加工某个零件某个工步,如:切槽、切断;三是完成某种功能后自动返回到
调用程序中。
2、结构
子程序与主程序一样,也有三部分组成,即程序名、程序内容、程序结束。程序名的命名原则与主程序相同,也是由大写字母O加四位数字组成;程序内容也是若干个程序段组成;程序结束指令与主程序不同,用M99指令结束,也必须单独一个程序段。
二、子程序的调用
子程序与主程序的最大区别是,主程序可以单独执行,而子程序必须被主程
序或其它子程序调用才能执行。在FANUC0i数控系统中,调用子
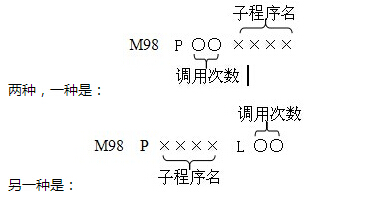
一个主程序或子程序调用同一个子程序并不是无限次调用的,最大调用次
数为999次。若缺省调用次数,表示仅调用子程序一次。若一个零件图中有多处
相同的形状,就可以运用子程序编程,调用次数则取决于相同形状的数目。
三、子程序的执行过程
当子程序被主程序或其它子程序调用时,子程序才开始执行,当执行到M99时,自动返回到主程序或上一级子程序M98下一个程序段继续执行。其调用过程如图10-1所示:
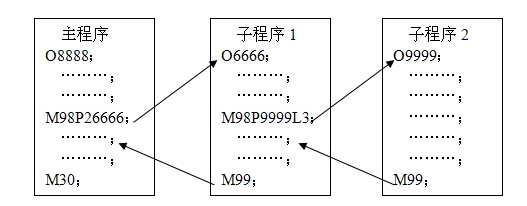
图10-1 子程序执行过程
四、子程序的编写
编写子程序关键要做好“两确定,一翻译”,“两确定”,即确定主程序调用子程序的位置;确定每次调用子程序时Z向位移量;“一翻译”即用G代码翻译一次调用时刀具运动轨迹;
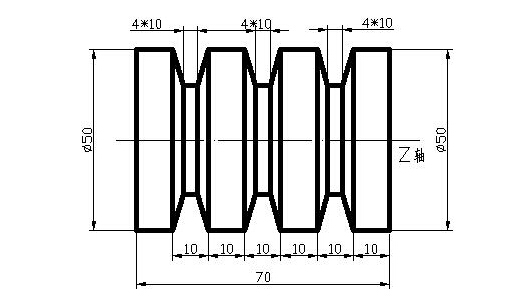
例1、用主程序调用子程序的方式加工下图中等距梯形槽。
解:参考程序如下:
|
O8888;(主程序) G00 X60. Z100.; T0202;(切槽刀,刀宽4mm) M03 S450; G00 X52. Z3.;(至切槽定位点) M98P36666;(调用子程序6666三次) G00 X60.Z100.M05; M30;
|
O6666;(子程序) G00 W-20.;(定位至槽的正上方) G01 X30.F0.05; (垂直切槽至槽底) G04 X2; (槽底停留2秒) G01 X52.F0.1; (垂直退刀至槽口) W-3.; X50.; (准备切左三角) X30. W3.F0.05;(切左三角至槽底)X52.F0.1 (垂直退刀至槽口) W3.; X50.; (准备切右三角) X30.W-3.F0.05;(切右三角至槽底)X52.F0.1; (垂直退刀至槽口) M99; |
习 题
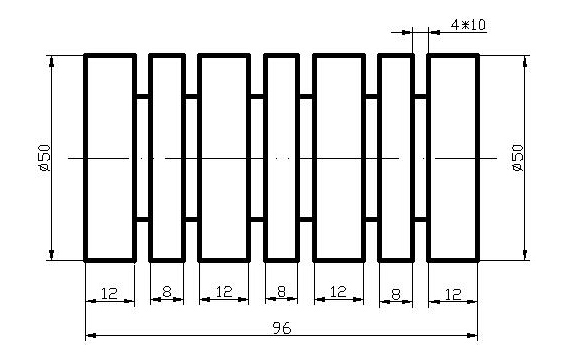
编程题:用主程序调用子程序的方式加工下图中等距矩形槽