资源共享
项目八:切槽指令:G75、G01
学习目标:
1.掌握G01切槽的方法及适用场合;
2.掌握外径/内径切槽复合循环指令G75的指令格式和参数含义及适用场合;
3.通过练习,熟练掌握G01、G75编程应用。
知识点击:
在切槽和切断时,要根据具体情况选择应用合理的指令。学习外径/内径切槽复合循环指令G75时不仅要对指令格式和参数含义熟练掌握,还要对指令的使用场合要能够进行合理选择。循环起点的设定及X向每次切深和切削移动量的确定为重点知识。
一、G01切槽
对于一般的单一切槽或切断,可采用G01指令即可,对于宽槽或多槽加工可采用子程序及复合循环指令进行编程加工。
1.G01切槽
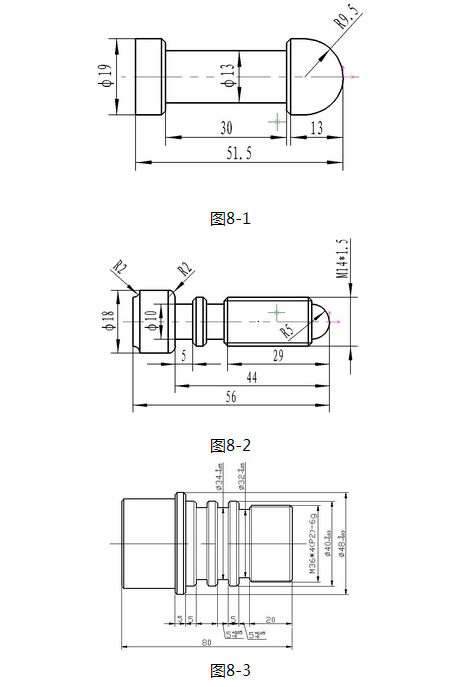
编程示例:如图1所示,切削直槽,槽宽5mm并完成两个0.5mm宽的倒角。切槽刀宽为4mm。
2、编程路线及过程:
工件原点设在右端面,切槽刀对刀点为左刀尖,因切槽刀刀宽小于槽宽,而且需要用切槽刀切倒角,所以加工此槽需要三刀完成。加工路线如下图所示。
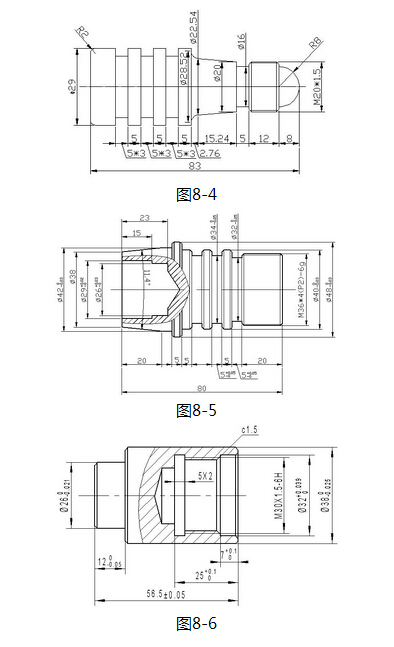
(1)如图2(a),先从槽中间将槽切至槽底并反向退出,左刀位点Z向坐标为24.5mm
N10 T0202;
N20 G00 X31.0Z-24.5 M03 S500;
N30 G01 X26.0 F0.05;
N40 X31.0;
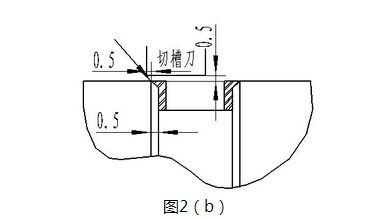
(2)如图2(b),倒左角并切槽左边余量后移至槽中心退出。刀具起点设在倒角延长线上,应X向增加0.5空距,Z向也增加0.5空距,左刀位点应往左移动余量0.5+倒角宽0.5+起点延长0.5=1.5mm。
N50 W-1.5;
N60 X29.0 W1.0;
N70 X26.0;
N80 W0.5;
N90 X31.0;
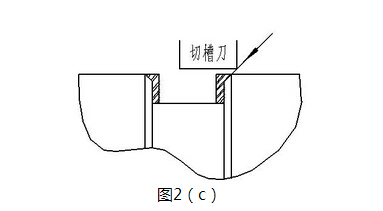
(3) 如图2(c),倒右角并切槽右边余量后移至槽中心退出,刀具应往右移动1.5mm。
N100 W1.5;
N110 X29.0 W-1.0;
N120 X26.0;
N130 W-0.5;
N140 X31.0;
N150 G00 X100.0 Z100.0;
N160 M05M30;
二、暂停指令G04
G04指令用于暂停进给,其指令格式是:
G04 X(U)____或G04 P____
暂停时间的长短可以通过地址X(U)或P来指定。其中P后面的数字为整数,单位是ms;X(U)后面的数字为带小数点的数,单位为s。有些机床,X(U)后面的数字表示刀具或工件空转的圈数。
该指令可以使刀具作短时间的无进给光整加工,在车槽、钻镗孔时使用,也可用于拐角轨迹控制。例如,在车削环槽时,若进给结束立即退刀,其环槽外形为螺旋面,用暂停指令G04可以使工件空转几秒钟,即能将环形槽外形光整圆,例如欲空转2.5s时其程序段为:
G04 X2.5或G04 U2.5或G04 P2500;
G04为非模态指令,只在本程序段中才有效。
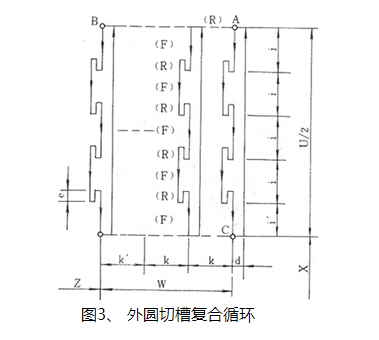
三、外径/内径切槽复合循环指令G75
外径切槽复合循环功能适合于在外园柱面上切削沟槽或切断加工。断续分层切入时便于处理深沟槽的断屑和散热。
也可用于内沟槽加工。当循环起点X坐标值小于G75指令中的X向终点坐标值时,自动为内沟槽加工方式。
指令格式:
G75 R(e)
G75 X(U)Z(W)P(△i)Q(△k)R(△d)F(f)
式中:
e:为每次沿X方向切削后的退刀量(模态值,该参数为半径值);
X(U):为切槽终点的X向绝对(增量)坐标值;
Z(W):为切槽终点的Z向绝对(增量)坐标值;
△i:为X向每次切深,即间断切削长度(无正负,单位:微米,半径值)
△k:为Z向间断切削长度即切削移动量(无正负,单位:微米,偏移方向由系统根据刀具起点与终点坐标自动判断);
△d:为切削到终点时Z方向的退刀量,通常不指定,省略X(U)和△i时,则视为0;
f:进给速度。
说明:G75指令用于切断时,指令中Z向终点坐标与循环起点Z坐标为同一坐标值。
四、程序举例;
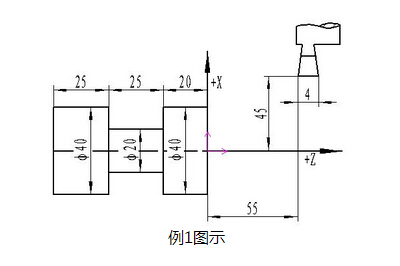
程序举例1:按图所示尺寸编写切槽复合循环加工程序, 切槽刀宽为4mm。
O8001;
T0202;
M03 S500;
G00 X42.0 Z-45.0;
G75 R1.0;
G75 X20.0 Z-24.0 P3000 Q3500 F0.1;
G00 X100.0 Z100.0;
M30;
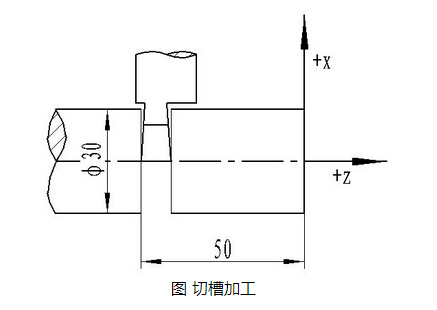
程序举例2:试编写进行如图所示零件切断加工的程序,切槽刀宽为4mm。
O8002;
T0202;
M03 S500;
G00 X32.0 Z-50.0;
G75 R1.0;
G75 X-1.0 P3000 F0.1;
G00 X100.0 Z100.0;
M30;
习题: